
以下是:PE给水管实力雄厚的产品参数PE给水管实力雄厚_宏盛塑胶制品(台山市分公司),固定电话:【13933202382】,移动电话:【13933202382】,联系人:王华,雄安新区 发货到 广东省 江门市 蓬江区、江海区、新会区、台山市、开平市、鹤山市、恩平市。 广东省,江门市,台山市 2022年台山市实现地区生产总值516.50亿元,比上年增长3.5%,三次产业结构比重为21.9∶39.5∶38.6,人均地区生产总值5.73万元。
【新品发布,视频先行!】PE给水管实力雄厚产品,等你来探!以下是:PE给水管实力雄厚的图文介绍
2、一般管材、管件与管道附件采用热熔连接或机械连接,当管道公称外径大于等于110mm时不能采用手工热熔承插连接,对于聚管材和管件不能采用螺纹连接。3、聚管材如果属于不同SDR压力等级系列,不能采用热熔对接连接。管道与金属管道或金属管道附件连接时,应采取法兰或钢塑过渡接头进行连接。
4、对管道进行连接时应使用的连接工具,严禁对管道进行明火加热。5、管材和管道连接应采用同种牌 级别和相同的压力等级,不同牌 的管材和管道进行连接时,应先经过试验,在判定质量能得到保证后,才能进行连接。6、采用钢制喷塑或球墨铸铁过渡管件时,过渡管件的压力等级不能低于管材的公称压力。
7、进行热熔连接操作时,如果处于寒冷气候或大风情况下,应有保护措施。8、管材切割应使用切割工具,切割断面要求平整、光滑、刺,并垂直于管轴线。管道连接好后,应及时检查接头的外观质量,如检查不合格,必须返工,直到合格为止。
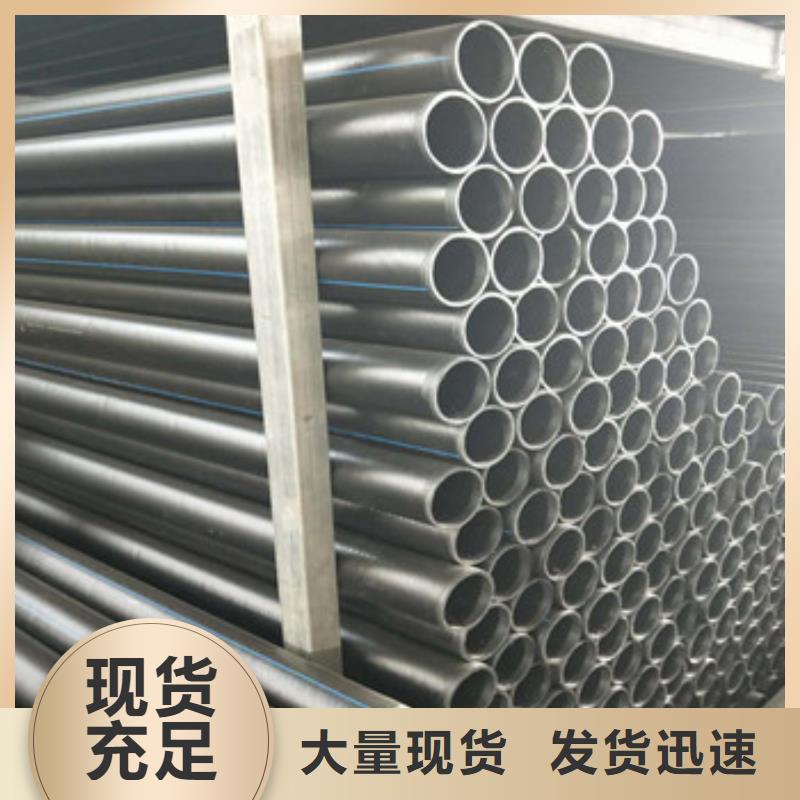
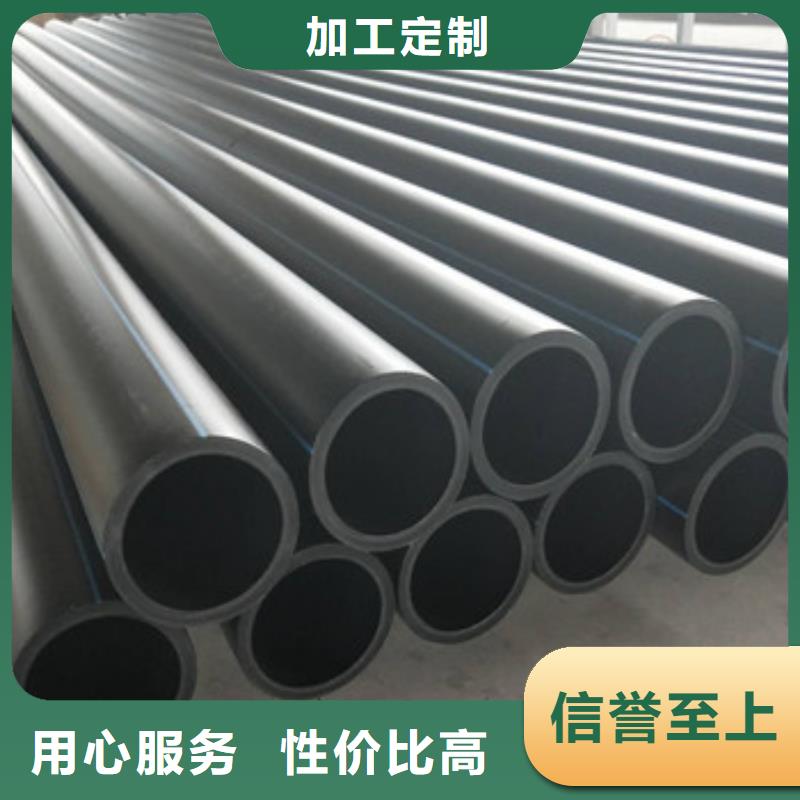
PE管材是一种结晶度高、非极性的热塑性。原态HDPE的外表呈,在薄截面呈一定程度的半状。PE具有优良的耐大多数生活和工业用化学品的特性。PE给水管道连接有热熔连接和电熔连接。热熔连接又分热熔承插连接和热熔对接连接,电熔连接分为电熔承插连接和电熔鞍型连接。
热熔对接连接就是我们经常使用的方式,具体连接方式是怎样的。1、材料:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。2、:根据所焊制的管材、管件选择合适的卡瓦夹具,管材,为切削做好。3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
PE管材管件的包装、运输和存储是很多厂家往往忽视的地方,今天PE管材厂家给大家讲下,在包装、运输、存储过程中需要注意的地方:1、包装管材包装按双方商定进行;管件的包装可多个管件一同包装或单个包装以防止损坏和污染,一般情况下,每个包装箱内应装相同品种和规格的管件,包装箱内应有内衬袋。
PE管材不添加重金属盐剂,材质、不结垢、不滋生,避免了饮用水的二次污染。2、运输管材运输时应避免撞击、抛摔、日晒或暴晒及受力变形、拖擦及尖锐划伤,还应避免油污和化学品的污染。3、储存应储存在地面平整、通风良好、干燥、清洁并保持良好消防的库房内,远离热源,并防止阳光直接照射,远离油污和化学品。
管材应整齐堆放,堆放高度不超过1.5m。存放应保持通风,不得露天存放,防止长时间库存,遵循先进先出原则。PE管材的包装,运输和储藏都是非常重要的,精美的包装是销售的明片,小心翼翼的运输有助于产品完好无损的送到客户那里,良好的储存能延长产品的使用寿命。
PE聚管在工业中有着非常重要的作用,所以应用非常广泛,所有在安装过程中我们必须要遵循一定的原则作,安装PE聚管一般的规定是什么呢。1、管道毗连前,应对管材和管件及隶属设置装备部署按计划要求查对,并应在施工现场表面查抄,切合要求方可利用。
江门台山宏盛塑胶制品有限公司是一家集 HDPE钢带增强螺旋波纹管研发、生产、销售和技术服务为一体的高新企业。公司拥有科学、完整的质量管理体系,高精度的 HDPE钢带增强螺旋波纹管生产设备和认真负责的员工,主要生产销售 HDPE钢带增强螺旋波纹管,适用领域较广。公司秉承“诚实守信,品质为先”的文化理念,高质价比的 HDPE钢带增强螺旋波纹管产品、丰富的实践经验和完整的系统解决方案、服务于客户需求。欢迎各界朋友莅临参观、指导和业务洽谈。
4、抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。5、保持一定冷却时间松开,操作完毕。6、施工完毕,须经试压验收合格后,方可埋土投入使用。以上内容就是今天要介绍的知识,PE聚管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
我们对PE管材的焊接步骤一般是:检查管材并清理管端→紧固管材→铣铣削管端→检查管端错位和间隙→加热管材并观察卷边高度→管材熔接并冷却至规定时间→取出管材。但这些都是要在满足焊接温度前提下完成,下面为大家详细介绍。
焊接工艺流程如下:在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当:1、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
焊接PE管材热熔机的合适温度:设定加热板温度200~230℃。2、用软纸或布蘸酒精两管端的油污或异物。3、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
在江门市台山市采买PE给水管实力雄厚到宏盛塑胶制品(台山市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王华-【13933202382】,地址:《雄安新区》。










